

车削
-

数控车削加工薄壁零件变形问题解决方案
前 言在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。下图零件不仅装夹不方便,而且加工部位也难以加工,需要设计一专用薄壁套管、护轴
-

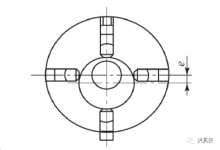
用于车削加工非回转体上的孔内卡簧槽的加工解决方案
这是夹具侠(jiajoin)发布的第 1535 篇技术文章本文主要介绍了一种用于车削加工非回转体上的孔内卡簧槽的加工解决方案,重点阐述了该工装的主要结构、使用方法、主要原理、主要优点等等内容。对于一些
-
车削偏心零件常用装夹方法有哪几种?
在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都是用偏心轴或曲轴来完成。偏心轴即工件的外圆和外圆之间的轴线平行而不相重合。
-
如何进行短轴类零件少废物车削加工?
在车床上加工轴类零件,为保证整根轴各轴径处的同心度,一般都是一次装夹加工完成,加工过程中不松卡盘不调头。所以下料长度较工件成品长度长30mm左右,长出部分专门用来装夹,待工件加工完成后用割刀切掉这部分。所以此长度成为无用料头。
-
曲轴连杆颈车削和液压自动夹具技术
前 言本文通过对汽车发动机曲轴连杆颈车削加工工艺的分析,探索出一种适合高效高精度自动定心夹紧的新型液压夹具的设计思路。通过对曲轴的偏心定位夹持结构以及动平衡设计,保证了安全性和可靠性,并将其应用在曲轴生产线上,为推动汽车零部件的质量和数量的快速提升发挥其应有的作用
-

干了20年车床,总结出这20条车削经验
“三分车技七分工具”,想干好车床首先得保证武器“趁手”,刀夹具要耍的有模有样。再就是多干多练,外圆、内孔、长度、锥度、螺纹,还有复杂零件的车削练习,如:蜗杆,细长轴,薄壁套等,并学会使用中心架和跟刀架
相关标签
![]() 换一批
换一批
最新活动更多 >
-
即日-1.20限时下载>>> 爱德克(IDEC)设备及工业现场安全解决方案
-
即日-1.24立即参与>>> 【限时免费】安森美:Treo 平台带来出色的精密模拟
-
即日-1.25立即下载>> PV Inverter太阳能逆变器主要部件应用指南
-
即日-1.31立即参与>>> 【限时免费下载】村田白皮书
-
限时免费立即试用>> 燧石技术,赋光智慧,超越感知
-
2月28日火热报名中>> 【免费试用】东集技术年终福利——免费试用活动




