

薄壁
-

-

-

数控车削加工薄壁零件变形问题解决方案
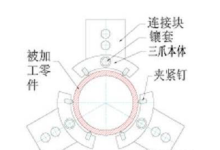
前 言在切削过程中,薄壁受切削力的作用,容易产生变形,从而导致出现椭圆或中间小,两头大的“腰形”现象。另外薄壁套管由于加工时散热性差,极易产生热变形,不易保证零件的加工质量。下图零件不仅装夹不方便,而且加工部位也难以加工,需要设计一专用薄壁套管、护轴
-
-

薄壁壳体工艺难点解决——四工位翻转夹具
电动机座壳体零件使用传统虎钳装夹难以保证技术要求,使用气动翻转夹具,一次能同时装夹四个工件,满足正面与底面同心度要求,同时减少定位误差。这种多工位翻转夹具的设计思路如下:图1 铸铝电动机座壳体PART
-

薄壁件壳体上,深孔加工也没那么难!
加工液压提升器壳体时,遇到一种深孔加工难题。提升器壳体如图1所示,材质为HT250,硬度要求 170~241HB。其结构为薄壁壳体,在壳体垂直壁面上有 8 个 Φ11 深孔。深孔贯穿整个壳体,通过螺栓与后桥壳体连接,固定提升器总成
-

相关标签
![]() 换一批
换一批
最新活动更多 >
-
2月25日火热报名中>> Ansys Motion薄膜卷曲卷对卷工艺仿真解决方案
-
限时免费立即试用>> 燧石技术,赋光智慧,超越感知
-
2月26日观看直播>>> 维度光电·引领光束质量分析应用全新浪潮【免费下载白皮书】
-
2月28日火热报名中>> 【免费试用】东集技术年终福利——免费试用活动
-
限时免费点击下载>> 2024储能产业抢占制高点发展蓝皮书
-
3月6日预约直播>> 技术赋能,创新引领 - NX 助力电池储能企业高效创新
最新招聘
更多




